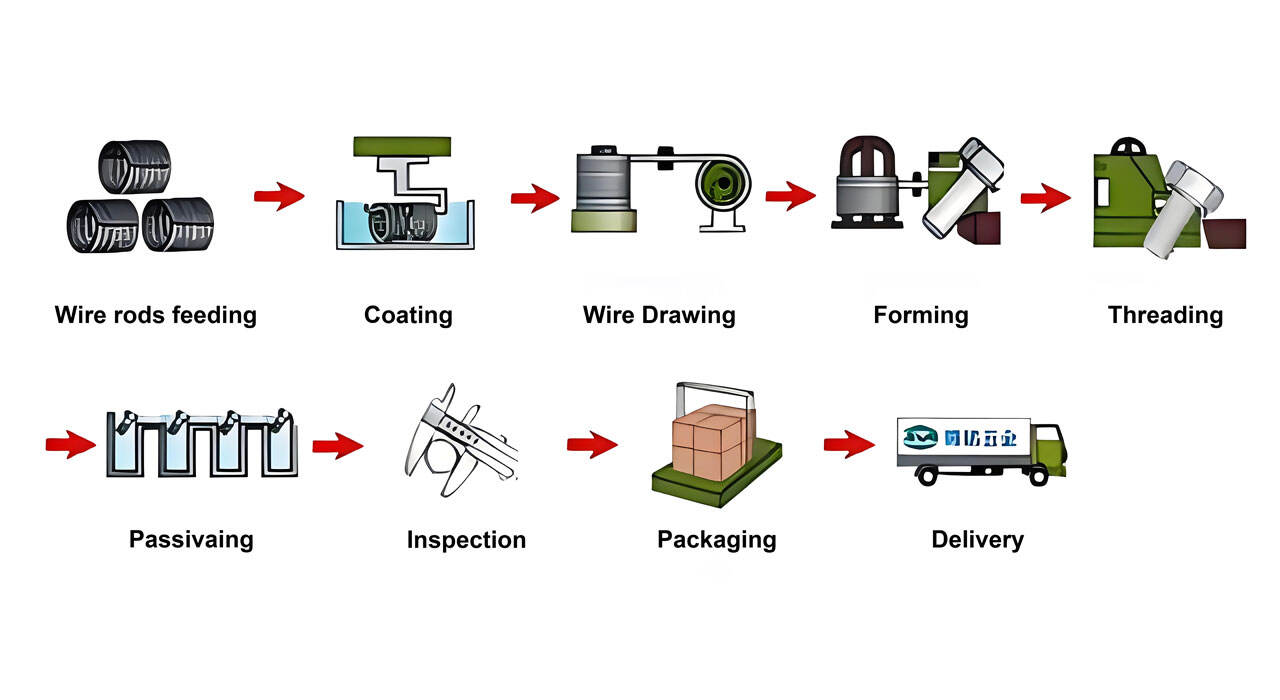
Önemli bir bağlayıcı eleman olarak, çiviler çeşitli endüstrilerde yaygın olarak kullanılmaktadır. Üretim süreci, çivi performansı ve kalitesi üzerinde önemli etkisi olan birden fazla aşamadan oluşur. Aşağıda, ham madde seçimi, tel çekme, soğuk başlangıç, iplik kaydırma,ısıl işlem, yüzey işleme, kalite denetimi, ambalaj ve depolama gibi adımları içeren çivi üretim süreci hakkında tam bir açıklama yer almaktadır.
Fıstıkların ham maddeleri genellikle yüksek kaliteli karbon çeliği veya alaşım çeliğidir. Farklı kullanım gereksinimlerine göre farklı çelik sınıfları seçilir. Yüksek kaliteli karbon çeliği daha iyi elastisite, dayanıklılık ve kesim performansına sahiptirken, alaşım çeliği daha yüksek kuvvet ve aşınmazlık gösterir. Ham madde seçerken, kimyasal bileşimleri, mekanik özellikler, hasarsız denetim ve diğer göstergelerin ilgili standartlara uyması gerekir.

Ön işlem, fıstık üretiminde önemli bir parçadır ve ana olarak malzeme kesme, temizleme ve kaplama işlemini içerir. Kesme, ham maddeleri soğuk başlangıç için uygun bir uzunluğa işlemedir, temizleme ise malzemelerin yüzeyindeki kir ve oksit zarını kaldırmaktır ve kaplama işlemi malzemenin korozyon direncini artırabilir.

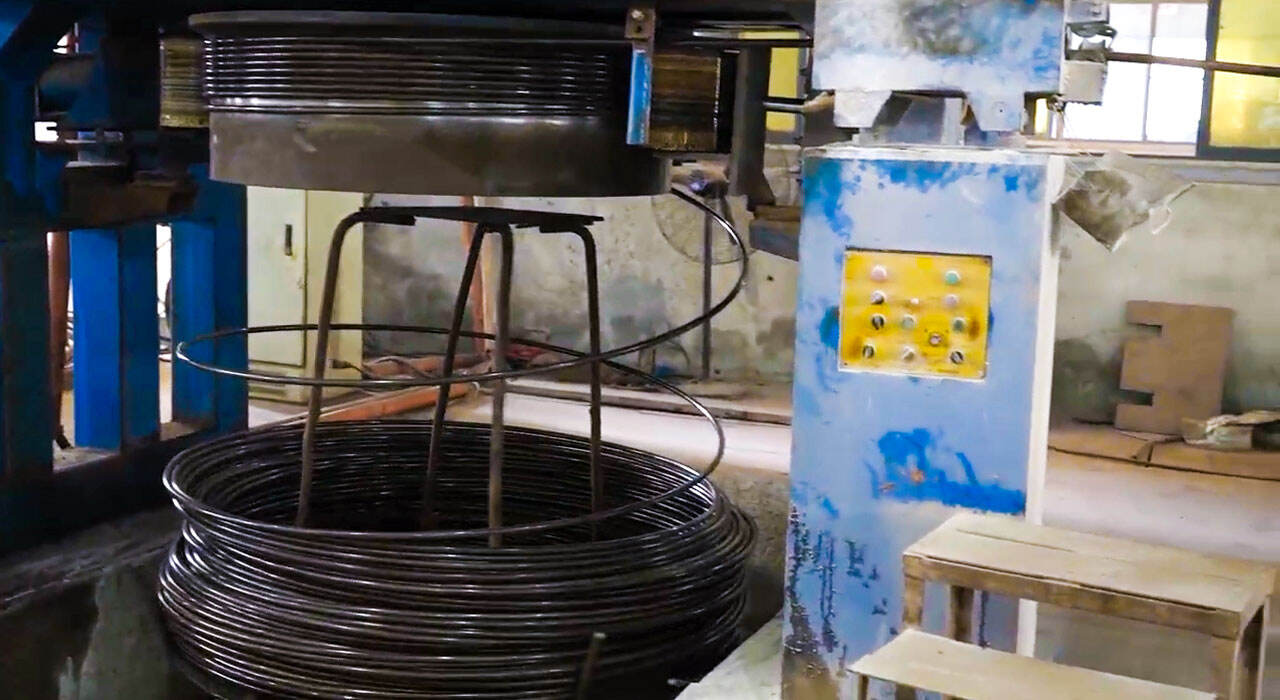
Sıvama işlemi, ham malzemelerin çekişme ve sıkıştırma yoluyla直径kHzdiameter gradually azaltılmasıdır ve bu sayede istenen özelliklerde kablo veya çubuk elde edilir. Bu süreçte, kablo veya çubuğun istenen boyuta ve şekle sahip olması için çekim şidd kHzdintensity ve çekim sayısının kesin bir şekilde kontrol edilmesi gerekir.
Soğuk başlık oluşturma, çivinin üretilmesindeki temel süreçtir. Ön işlemden geçirilen ham madde, özel soğuk başlık makinesi ile çivinin ilkel şeklini alır. Bu süreçte, basınç, sıcaklık ve süre gibi soğuk başlık makinesinin parametreleri, çivinin boyutunun ve şeklinin gereksinimlere uygun olabilmesi için kesin bir şekilde kontrol edilmelidir.

İplik kaydırma, metal işlemede önemli bir süreçtir ve çoğunlukla ipliklerin işlenmesi için kullanılır. İlkenin özü, metal parçasını kaydırarak plastik olarak deformasyona uğratmak ve belirli ölçü ve şekillerde iplikler oluşturmaktır. İplik kaydırma süreci, vurucuların (örneğin, çiviler ve tuğlalar) bağlantı kuvvetini ve aşınmazlığını artırmakta ve hizmet ömrünü uzatmaktadır. İplik kaydırma sırasında, iplik kaydırma tekerleğinin dönme hızı, ilerleme hızı ve basıncı gibi parametreler kontrol edilmelidir ki bu da ipliğin kalitesini ve doğruluğunu garanti altına alır.

Isı işlemi, metalin iç yapısını değiştirmek, çivilerin dayanımını ve korozyon direncini artırmak için ısıtmayı veya soğutmayı kullanarak önemli bir adımdır. Isı işleme sürecinde, sıcaklığın ve zamanın kesin kontrollü gereklidir ki çivi performansı garanti altına alınabilsin.

Fırtınaların korozyon dayanımı ve estetiğini artırmak için yüzey işleme genellikle gereklidir. Yaygın yüzey işleme yöntemleri, galvanizasyon, krom plating, plastik sıralama ve boyaya sıralamaktır. Galvanizasyon, fırtınaların korozyon dayanımını artırabilir ve Outdoor ve nemli ortamlar için uygundur; krom plating daha iyi aşınma dayanımı ve korozyon dayanımı sağlar; plastik sıralama ve boyama güzel bir görünüm sağlayabilir ve belirli bir anti-korozyon etkisi vardır. Kullanım gereksinimlerine göre uygun yüzey işleme yöntemini seçin.

Kalite denetimi, çivilerin kalitesini güvence altına almak için önemli bir parçadır. Test edilen maddeler, boyut testi, görünümlü test, mekanik özellik testi ve hasarsız test içerir. Boyut kontrolü, çoğunlukla çivi'nin çapı, uzunluğu ve çizgi parametrelerinin gereksinimleri karşılayıp karşılamadığını kontrol eder; görünümlü denetim, çivi yüzeyindeki çatlaklar, burunlar ve kırlar gibi eksiklikler olup olmadığını inceler; mekanik özellik denetimi, çivi mekanik özelliklerini değerlendirmek için çekme testi, şok testi ve sertlik testi içerir; hasarsız test, ultrasonik, X-ışını ve diğer yöntemleri kullanarak çivilerin içsel eksikliklerini kontrol eder. Uyumsuz ürünler zamanında tanımlanmalı, izole edilmeli ve işlenmelidir.

Fırça performansını ve kalitesini sağlamak için uygun ambalaj ve depolama gerekli olanıdır. Fırçaların yüzeyindeki yağ ve toz ambalajdan önce kaldırılmalıdır. Ambalaj malzemeleri kuruyu, temiz olmalı ve belirli derecede su geçirmezlik, şok geçirmezlik ve çürümeye karşı koruma özellikleri olmalıdır. Ambalaj yöntemi, müşteri gereksinimlerine ve taşıma koşullarına göre tek bir ambalaj veya toplu ambalaj olarak seçilebilir. Depolama ortamı kuruyu, iyi ventilasyonlu olmalı, doğrudan güneş ışığına maruz kalmaması ve yüksek sıcaklık ve nem koşullarından korunmalıdır ki fırçaların çürümelerini ve aşınmasını önlemek için gerekli önlemler alınabilsin. Depolama ortamını düzenli olarak kontrol etmek gereklidir, böylece gereksinimlere uygun olduğundan emin olunabilir.

 Sıcak Haberler
Sıcak Haberler2024-02-26
2023-12-20
2023-06-18







