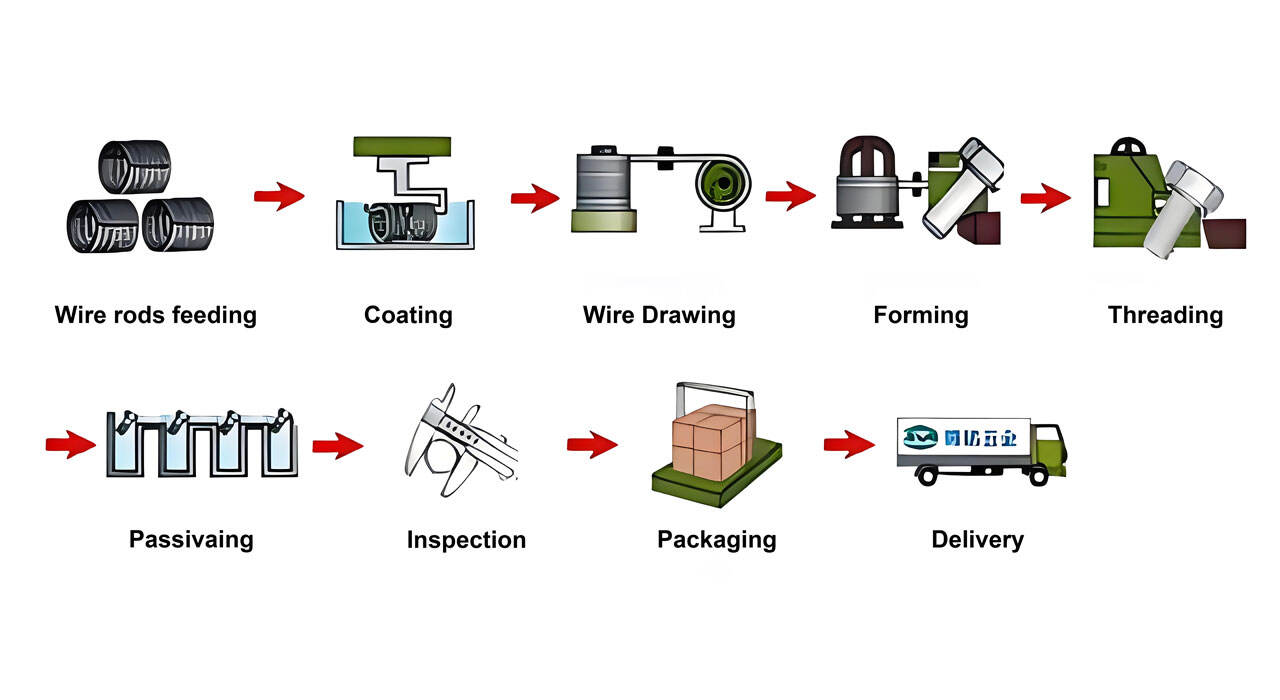
Ca un fixator important, bulonii sunt folosiți pe scară largă în diverse industrii. Procesul lor de producție implică mai multe etape, fiecare dintre acestea având un impact important asupra performanței și calității bulonului. Următoarele este o explicație completă a procesului de producție al bulonilor, care include în principal selecția materialelor brute, tragerea firului, formarea rece a capetei, trecerea filetului, tratamentul termic, tratamentul de suprafață, inspecția calității, ambalare și stocare, etc.
Materialele brute pentru pernici sunt de obicei din oțel carbon de înaltă calitate sau oțel aliaj. Conform cerințelor diferite de utilizare, se aleg grade diferite de oțel. Oțelul carbon de înaltă calitate are o plasticitate, tughenie și performanță de tăiere mai bună, în timp ce oțelul aliaj are o rezistență la încordare și la uzurare mai mare. Atunci când se selectează materialele brute, este necesar să se asigure că compoziția chimică, proprietățile mecanice, testarea neinvazivă și alte indicatori îndeplinesc standardele relevante.

Pretreatamentul este o parte importantă a producției de pernici, incluzând în principal tăierea materialelor, curățarea și tratamentul de îmbinzare. Tăierea procesează materialele brute într-o lungime potrivită pentru formarea rece, curățarea elimină praful și scara de oxid de pe suprafața materialelor, iar tratamentul de îmbinzare poate crește rezistența la coroziune a materialelor.

Trasearea firului constă în reducerea treptată a diametrului materialelor brute printr-o serie de întinderi și compresii, obținându-se astfel fire sau bare de specificații necesare. Acest proces necesită un control precis al intensității și numărului de întinderi pentru a se asigura că firul sau bara are dimensiunea și forma dorite.
Formarea prin frapare rece este procesul central al producției de șuruburi. Materialele brute prelucrate sunt transformate în forma preliminară a șurubului cu ajutorul unei mașini dedicate de frapare rece. În timpul acestui proces, parametrii mașinii de frapare rece, cum ar fi presiunea, temperatura și timpul, trebuie să fie controlați precis pentru a se asigura că dimensiunea și forma șurubului corespund cerințelor.

Fiereșterea este un proces important în prelucrarea metalurghică și este folosită în principal pentru a prelucra fire. Principiul este să deformeze plastic materialul brut prin rulare, formând astfel fire cu specificații și forme definite. Procesul de fiereștere poate îmbunătăți rezistența la legare și rezistența la uzurare a elementelor de fixare precum vopile și inele, precum și să le mărească durata de viață. În timpul procesului de fiereștere, parametrii precum viteza de rotație, viteza de avans și presiunea rotilor de fiereștere trebuie controlați pentru a asigura calitatea și precizia firei.

Tratamentul termic este un pas important pentru modificarea structurii interne a metalului, îmbunătățind rezistența și rezistența la coroziune a vopililor prin încălzire sau răcire. Procesul de tratament termic necesită un control precis al temperaturii și timpului pentru a asigura performanța vopililor.

Pentru a îmbunătăți rezistența la coroziune și estetica bulonilor, este de obicei necesară o tratamentă de suprafață. Metodele comune de tratament al suprafeței includ galvanizarea, cromarea, umplerea cu plastic și vopsirea. Galvanizarea poate îmbunătăți rezistența la coroziune a bulonilor și este potrivită pentru medii exterioare și umede; cromarea are o mai bună rezistență la uzurare și la coroziune; umplerea cu plastic și vopsirea pot oferi un aspect estetic plăcut și au un anumit efect anti-coroziv. Alegeți metoda corespunzătoare de tratament al suprafeței în funcție de cerințele de utilizare.

Inspechția calității este o parte importantă a asigurării calității pernilor. Elementele de testare includ testarea dimensională, testarea aparenței, testarea proprietăților mecanice și testarea nedestructivă. Inspechția dimensională verifică în principal dacă diametrul, lungimea și parametrii de treptă ai pernii se potrivesc cerințelor; inspechția aparenței se concentrează pe a verifica dacă există defecțiuni precum crăpăturile, burtele sau ruginile pe suprafața pernii; inspechția proprietăților mecanice include testul de tracțiune, testul de impact și testul de duretate pentru a evalua proprietățile mecanice ale pernii; testarea nedestructivă utilizează metode precum ultrasonorele sau razele X pentru a verifica defecțiunile interne ale pernii. Produsele neconforme ar trebui identificate, izolate și procesate în mod oportun.

Pentru a garanta performanța și calitatea pernilor, este necesară o ambalare și un stocare adecvat. Uleiul și praful de pe suprafața pernilor ar trebui eliminate înainte de ambalare. Materialele de ambalare trebuie să fie uscate, curate și să aibă anumite proprietăți de protecție împotriva umidității, cutremurării și coroziunii. Metoda de ambalare poate fi selectată ca ambalare individuală sau în loturi, în funcție de cerințele clientului și condițiile de transport. Mediuul de stocare ar trebui să fie uscat și bine ventilat, evitând expunerea directă la soare și condițiile de înaltă temperatură și umiditate pentru a preveni coroziunea și deteriorarea pernilor. Verificați periodic mediul de stocare pentru a vă asigura că respectă cerințele.

 Vestea cea mai interesantă
Vestea cea mai interesantă






