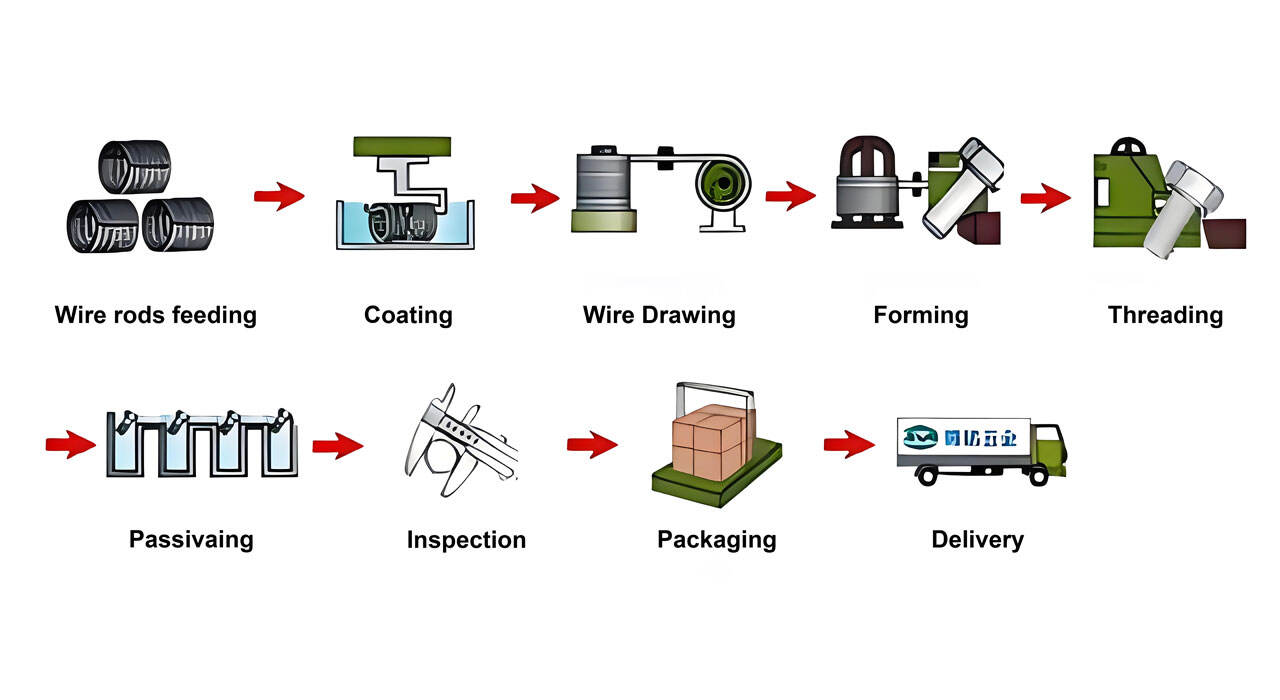
Ut copulamentum praecipuum, clavi ubique in variis industriis utuntur. Processus fabricandi eorum plurima vincula complectitur, quae singula magnam vim habent super virtutem et qualitatem clavis. Quod sequitur est plena explicatio processus fabricandi clavem, quae maxime continet electionem materiae prima, ductum fili, caput frigidum, volutationem fila, coctionem calidam, tractationem superficiem, inspectionem qualitatis, conglutinationem et conservationem etc.
Materia prima clavorum solita est esse ex ferro carbonis optimae qualitatis vel ex chalybe confecta. Secundum varias necessitates usus, eliguntur diversi gradus chalybis. Ferrum carbonis optima qualitate praeditum meliorem plasticitatem, tenacitatem et aptitudinem ad sectandum habet, dum chalybs alligata maiorem vim et resistendo attritioni praebet. Cum materiam primam leges, oportet ut eorum compositio chemica, proprietates mechanicae, experimenta non-destructiva et alia signa normis pertinentibus congruant.

Praeparatio est pars magna in productione clavorum, praecipue comprehendens sectionem materiae, purgationem et tractationem straguli. Sectio est ut materiam in longitudinem aptam ad frigidum caput formandi processum disponat, purgatio est ut sordes et squamas oxidationis de superficie materiae amoveat, et tractatio straguli potest corrosionis resistentiam materiae augeat.

Tractatio fili est ad diametrum materialium rudium paulatim reducendum per seriem tractuum et compressionum, ut fiant fili vel virgae speciei desideratae. Hoc processus requirit praecisam intensitatis et numeri tractuum controllem, ut certus sit filum aut virga dimensionis et formae desideratae.
Formatio capitis frigidi est nucleus processus productionis balistae. Materialia prae-processa formantur in initialem formam balistae per machinam specialiter pro capite frigido factam. In hoc processu, parametri machinae capitis frigidi, sicut pressio, temperatura et tempus, necessario praecise controllebuntur ut certa sint balista dimensionis et formae requisitae.

Filiatura est processus importantis in metalli elaboratione et usus praecipue ad filos processandi. Principium est paulatim metallum informare per volutationem, ita formando fila cum specificis dimensionibus et formis. Processus filiaturae possit vim conunctionis et resistentionem attritionis firmentariorum, ut clavorum et nutarum, melius facere et vitam usui eorum augere. In processu filiaturae, parameteres sicut velocitas rotationis, velocitas alimentationis et pressio rotarum filiaturae controlari debent ut qualitatem et exactitudinem filorum confirmare.

Calorificus tractamentum est gradus importans in commutando structuram internam metalli, vim et resistentionem corrosionis clavorum meliorem faciendo per calefactionem vel refrigerationem. Processus calorifici tractamenti requirit controlum precisum temperamentum et tempus ut performantiam clavorum confirmare.

Ut corrosionis resistentionis et aestheticae qualitatis boltorum meliores fiant, saepe necessarium est superficiei tractamentum applicare. Communia methodi tractamenti superficiei includent galvanizationem, chromationem, plasticam pulverisationem et pinguidinem. Galvanizatio potest corrosionis resistentiam boltorum meliorem facere et id aptum est pro locis exterioribus et humidis; chromatio habet maiorem attritionis et corrosionis resistentionem; plasticus pulveris et pigmentatio possunt speciosam vultum praebere et certam anti-corrosionis effectum habent. Eligite convenientem methodum tractamenti superficiei secundum requisita usus.

Inspectio qualitatis est pars importantis praeservandi qualitatem scrobium. Itemque probationes comprehendunt probationem dimensionum, probationem exterioris, probationem proprietatum mechanicarum et probationem non destructivam. Inspectio dimensionum maxime verificat utrum diametrum, longitudinem et parametra filaria scrobis requisitis congruant; inspectio exterioris intendit utrum sint defectus tales ac fissurae, asperitates et aerugo superfacie scrobis; inspectio proprietatum mechanicarum includit probationem tractionis, probationem impactus et probationem duretatis ad evaluationem proprietatum mechanicarum scrobis; probatio non destructiva utitur methodis sicuti ultrasonicus, radios X et alia ad verificandum defectus internos scrobium. Producta non conformia debent identificari, separari et tractari tempore opportuno.

Ut certam efficaciam et qualitatem firmentorum servemus, necessarium est aptam confectionem et conservationem praeparare. Oleum et pulvis super faciem firmentorum ante confectionem tolli debent. Materiales confectionis aridi, mundi esse debent et certas proprietates waterproof, shockproof et rustproof habere debent. Modus confectionis secundum requisita clientium et condiciones transportis eligi potest ut singulae confectiones vel confectiones in batch. Conditio conservationis arida et bene ventilata esse debet, vitando directum solem et altam temperaturam et humiditatem ut firmamenta a ferrugine et corrosione cavemus. Regulariter condicionem conservationis inspiciamus ut cum requisitis congruat.

 Nuntii Calidi
Nuntii Calidi 






