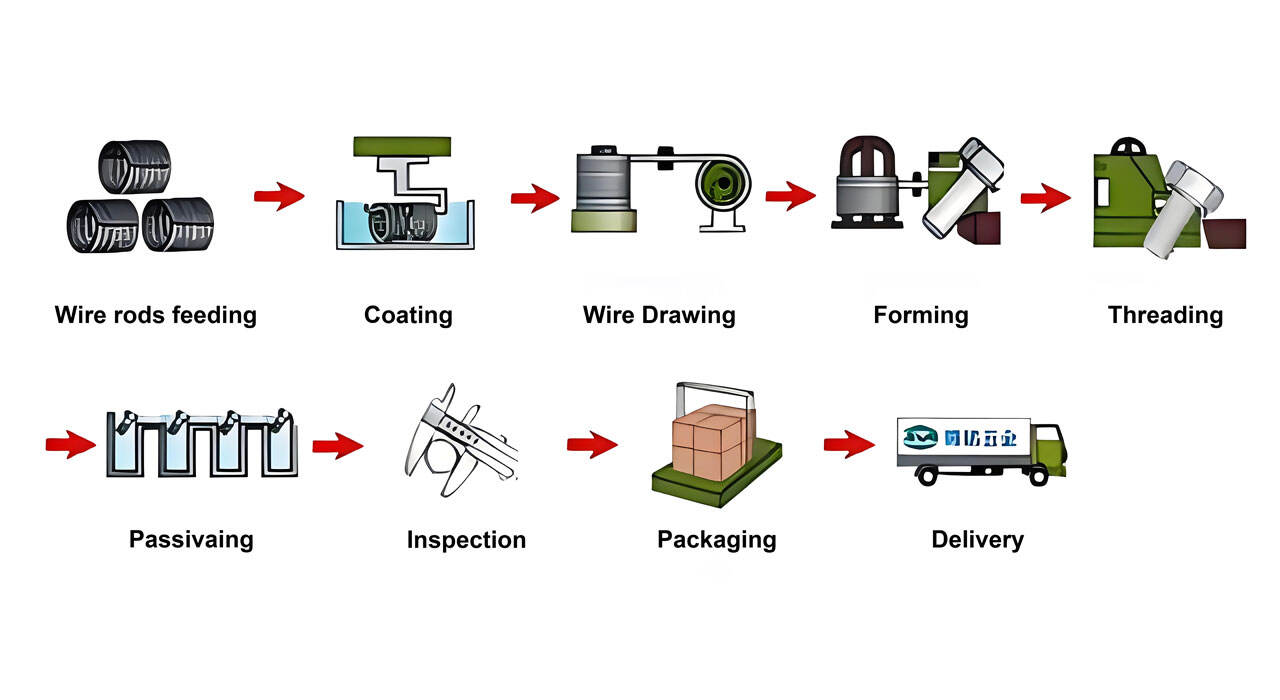
Երկար արտադրամասնության կարևոր առարկաներից մեկը՝ բոլտերն են, որոնք լայնորեն օգտագործվում են տարբեր գործարաններում։ Այդ արտադրամասնության արտադրանքային գործընթացը ներառում է բազմաթիվ հղումներ, որոնց յուրաքանչյուրը ունի կարևոր ազդեցություն բոլտի հատկությունների և որակի վրա։ Ստորև բերված է բոլտի արտադրանքային գործընթացի լրիվ բացատրություն, որը ներառում է առարկայի ընտրություն, սարքերի ձգում, ცոլդ գլխավորում, գլաների ձգում, ջերմական անականացում, ավարտական անականացում, որակի ստորագրություն, փաթեթավորում և պահպանում։
Բոլտերի նախագծային նյութը սովորաբար բարձր որակի կարբոնային արծաթ կամ համադրությունային արծաթ է: Համապատասխան օգտագործման պահանջներին ըստ տարբեր դեպքերի՝ ընտրվում են տարբեր արծաթի մակարդակներ: Բարձր որակի կարբոնային արծաթը ունի ավելի լավ ձգտություն, կոշտություն և սահքափոխման հատկություններ, իսկ համադրությունային արծաթը՝ ավելի բարձր ուժունություն և արմատություն։ Նախագծային նյութերի ընտրության ժամանակ անհրաժեշտ է համոզվել, որ նրանց քիմիական կազմը, մեխանիկական հատկությունները, ոչ վիճակագրված տեստավորումը և այլ ցուցիչները համապատասխանում են համապատասխան ստանդարտներին։

Նախնապատրաստումը բոլտերի արտադրման կարևոր մաս է, ներառում է նախագծային նյութի սահքում, կաթարում և գույնավորման աշխատանքներ։ Սահքումը նպաստում է նախագծային նյութը կոլդ հեդինգի համար միացնելու համապատասխան երկարությամբ մշակել, կաթարումը՝ հեռացնել անկա.timestamps` նյութի մակերևույթից անկա.timestamps` իսկ գույնավորման աշխատանքը՝ ավելացնել նյութի կորոզիայի համար անկա.timestamps`։

Դուրս քարողությունը նշանակում է 🚀 تدريجیاً նվազեցնել առարկայի տրամագծի չափսերը շարժման և սեղմումից, որպեսզի ստանանք համապատասխան նորմաներին համապատասխան սլաքներ կամ բարեր։ Այս գործընթացը պահանջում է ճշգրիտ կառավարում շարժման ուժի և քանակի վրա, որպեսզի ստանանք պահանջվող չափսերով և ձևով սլաք կամ բար։
Կոլդ հեդինգ ձևավորումը նշանակում է բոլտի տարածման կարգավոր գործընթացը։ Նախնականում մշակված առարկաները մշակվում են բոլտի նախնական ձևին նվազեցնելով նշանակված կոլդ հեդինգ մեքենայով։ Այս գործընթացի ընթալում՝ կոլդ հեդինգ մեքենայի պարամետրերը՝ օրինակ՝ սեղմումը, ջերմությունը և ժամանակը, պետք է ճշգրիտ կառավարվեն՝ համապատասխանությունը բոլտի չափսերին և ձևին։

Սլաքի գործարկումը կենտրոնացված գործողություն է մետաղի մշակումում և հիմնականում օգտագործվում է սլաքների մշակման համար։ Գլխավոր սկզբունքը՝ մետաղի դասական ձևափոխությունն է գործարկման միջոցով, որպեսզի ստանանք սլաքներ որոշակի չափսերով և ձևերով։ Սլաքի գործարկման գործողությունը կարող է ավելացնել կապակցության ուժը և սեղմողական կառուցվածքների արտահայտությունը, ինչպես նաև դրանց ծախսարժեքը։ Սլաքի գործարկման ժամանակ պետք է կառավարել գործարկման արագությունը, ներդրման արագությունը և գործարկման արկղի ճնշումը՝ որպեսզի համոզվենք սլաքի որակի և ճշգրտության մասին։

Հետաքրքրությունը մետաղի ներքին կառուցվածքի փոխարինման կարևոր քայլ է, որը բարձրացնում է բոլտների ուժը և կորոզիայի համար արտահայտությունը ջերմացման կամ հումնման միջոցով։ Հետաքրքրության գործողությունը պետք է ճշգրիտ կառավարել ջերմաստիճանը և ժամանակը՝ որպեսզի համոզվենք բոլտի հատկություններին։

Արմատների կորոզիայի համաձայնությունը և էստետիկական վատությունը բարձրացնելու համար պետք է կատարել մակերևության gunmen: Ծառայող մակերևության մեթոդները ներառում են գալվանացում, խրոմացում, պլաստմասայի շփոթում և ներկում: Գալվանացումը կարող է բարձրացնել արմատների կորոզիայի համաձայնությունը և համապատասխան է արտաքին և նետումած միջավայրերի համար: Խրոմացումը ունի ավելի լավ մàiնելի համաձայնություն և կորոզիայի համաձայնություն: Պլաստմասայի շփոթումը և ներկումը կարող են առաջացնել գեղեցիկ մակերևություն և ունեն որոշակի կորոզիայի համաձայնության ազդեցություն: Ընտրեք համապատասխան մակերևության մեթոդը օգտագործման պահանջների համաձայն:

Ստորագրության ստորաբերումը կարևոր մաս է բոլտի որոշակիության համապատասխանության ապահովման ժամանակ։ Ստորագրության դասավորությունները ներառում են չափանիշների ստորագրություն, երևույթի ստորագրություն, մեխանիկական հատկությունների ստորագրություն և անորոշ ստորագրություն։ Չափանիշների ստորագրությունը հիմնականում ստորագրում է, թե արդյոք բոլտի տրամագծի, երկարության և գլանային պարամետրերը համապատասխանում են պահանջներին։ Երևույթի ստորագրությունը կենտրոնացված է բոլտի մակերևույթի վրա՝ ստորագրելով արդյոք կան դեfects-ների ինչպես օրինակ տրամագիծ, սահք և րուստ։ Մեխանիկական հատկությունների ստորագրությունը ներառում է ձգողականության թեստ, հարթադիրքի թեստ և կորուստի թեստ՝ գնահատելու համար բոլտի մեխանիկական հատկությունները։ Անորոշ ստորագրությունը օգտագործում է անտառական, X-ճառագայթ և այլ մեթոդներ՝ ստորագրելու համար բոլտի ներքին դեfects-ները։ Դուրս գալող արտադրանքները պետք է նշվեն, անջատվեն և մասնագետականորեն մշակվեն։

Արտադրյալների ուժգնության և որակի համապատասխանությունը ցանկացած պարունակության և պահպանման պայմաններում է ապահովված։ Պակագրման առաջ բոլտների մակերեսից պետք է հեռացվեն յուղ և ավազ։ Պակագրման նյութերը պետք է լինեն չափազանց, կLEAN և ունենան որոշակի պահպանիչ հատկություններ՝ պարանում, հատաձգում և րուստ։ Պակագրման եղանակը կարող է ընտրվել միավորային կամ խմբավոր պակագրման տեսակներից՝ կախված գործընկերու պահանջներից և տրանսպորտացիայի պայմաններից։ Պահեստի պայմանները պետք է լինեն չափազանց և լավ վառունգով՝ հանգունելով прямыми արեգական ճառագայթներից, բարձր ջերմությունից և գազանցությունից՝ բոլտների րուստից և կորոզիայից պահելու համար։ Պահեստի պայմանները պետք է ստորագրվեն անցկացման համար՝ համապատասխանելու պահանջներին։

 Խիստ նորություններ
Խիստ նորություններ






