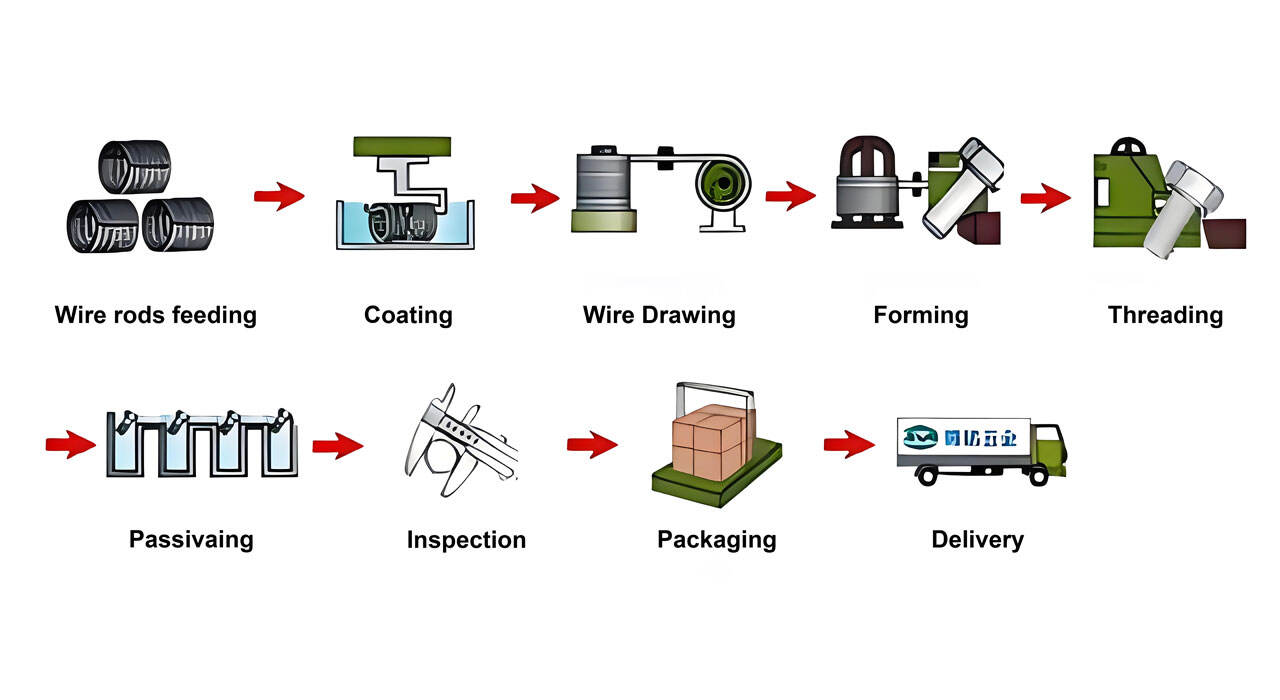
एक महत्वपूर्ण फास्टनर के रूप में, बोल्ट विभिन्न उद्योगों में व्यापक रूप से उपयोग किए जाते हैं। इसकी उत्पादन प्रक्रिया में कई चरण शामिल हैं, जिनमें से प्रत्येक बोल्ट की प्रदर्शन और गुणवत्ता पर महत्वपूर्ण प्रभाव डालता है। निम्नलिखित बोल्ट उत्पादन प्रक्रिया की पूर्ण व्याख्या है, जिसमें मुख्य रूप से कच्चे माल का चयन, तार खिंचाव, ठंडे में हेडिंग, थ्रेड रोलिंग, गर्मी उपचार, सतह उपचार, गुणवत्ता जाँच, पैकेजिंग और स्टोरेज आदि शामिल हैं।
बोल्ट के कच्चे माल आमतौर पर उच्च-गुणवत्ता की कार्बन स्टील या एल्युमिनियम स्टील होते हैं। विभिन्न उपयोग की आवश्यकताओं के अनुसार, विभिन्न स्टील के ग्रेड का चयन किया जाता है। उच्च-गुणवत्ता की कार्बन स्टील में बेहतर प्लास्टिसिटी, टफ़्नेस और कटिंग प्रदर्शन होता है, जबकि एल्युमिनियम स्टील में उच्च ताकत और सहनशीलता होती है। कच्चे माल का चयन करते समय, उनकी रासायनिक संरचना, यांत्रिक गुण, नॉन-डेस्ट्रक्टिव टेस्टिंग और अन्य संकेतों को प्रासंगिक मानदंडों के अनुसार होना आवश्यक है।

पूर्व-उपचार बोल्ट उत्पादन का एक महत्वपूर्ण हिस्सा है, जिसमें मुख्यतः सामग्री को काटना, सफाई और कोटिंग उपचार शामिल है। काटना कच्चे माल को ठंडे सिर पर उपयुक्त लंबाई में प्रसंस्कृत करने के लिए है, सफाई सामग्री की सतह पर गंदगी और ऑक्साइड स्केल को हटाने के लिए है, और कोटिंग उपचार सामग्री की संज्ञानात्मक प्रतिरोधकता को बढ़ावा दे सकता है।

तार खिंचाव एक श्रृंखला ऑफ़ स्ट्रेचिंग और कम्प्रेशन के माध्यम से कच्चे माल के व्यास को धीरे-धीरे कम करने के लिए होता है, इस प्रकार आवश्यक विन्यास के तार या छड़ें प्राप्त होती है। इस प्रक्रिया में, तार या छड़ के आवश्यक आकार और आकार को सुनिश्चित करने के लिए खिंचाव की तीव्रता और संख्या का ठीक से नियंत्रण किया जाना चाहिए।
ठंडे हेडिंग फॉर्मिंग बोल्ट उत्पादन की मुख्य प्रक्रिया है। अप्रोसेस्ड कच्चे माल को एक विशेष ठंडे हेडिंग मशीन के माध्यम से बोल्ट के प्रारंभिक आकार में प्रसंस्कृत किया जाता है। इस प्रक्रिया के दौरान, ठंडे हेडिंग मशीन के पैरामीटर्स, जैसे कि दबाव, तापमान और समय, बोल्ट के आकार और आकार की मांगों को पूरा करने के लिए ठीक से नियंत्रित किए जाने चाहिए।

थ्रेड रोलिंग मेटल प्रोसेसिंग में एक महत्वपूर्ण प्रक्रिया है और यह मुख्य रूप से थ्रेड प्रोसेस करने के लिए उपयोग की जाती है। इसका सिद्धांत यह है कि रोलिंग के माध्यम से मेटल ब्लैंक को धीरे-धीरे प्लास्टिक रूप से विकृत किया जाता है, इससे विशिष्ट विन्यास और आकार वाले थ्रेड बनते हैं। थ्रेड रोलिंग प्रक्रिया बोल्ट्स और नट्स जैसे फास्नर्स की जोड़ी की शक्ति और सहनशीलता में सुधार करती है और उनकी जीवनकाल को बढ़ाती है। थ्रेड रोलिंग प्रक्रिया के दौरान, थ्रेड रोलिंग व्हील की घूर्णन गति, फीड गति और दबाव जैसे पैरामीटर्स को नियंत्रित किया जाता है ताकि थ्रेड की गुणवत्ता और सटीकता को यकीनन किया जा सके।

ऊष्मा उपचार मेटल की आंतरिक संरचना को बदलने के लिए एक महत्वपूर्ण कदम है, बोल्ट्स की शक्ति और संक्षारण प्रतिरोध को बढ़ाने के लिए गर्मी या ठंड के माध्यम से। ऊष्मा उपचार प्रक्रिया में तापमान और समय का नियंत्रित करना आवश्यक है ताकि बोल्ट की प्रदर्शन क्षमता को सुनिश्चित किया जा सके।

बोल्ट की सांद्रण प्रतिरोधकता और सुंदरता को बढ़ाने के लिए, सतह प्रसंस्करण की आवश्यकता होती है। सामान्य सतह प्रसंस्करण विधियाँ गैल्वेनाइज़िंग, क्रोम प्लेटिंग, प्लास्टिक स्प्रे और पेंटिंग शामिल हैं। गैल्वेनाइज़िंग बोल्ट की सांद्रण प्रतिरोधकता में सुधार करती है और यह बाहरी और अर्द्र पर्यावरण के लिए उपयुक्त है; क्रोम प्लेटिंग का अधिक अच्छा सहनशीलता और सांद्रण प्रतिरोधकता होती है; प्लास्टिक स्प्रे और पेंटिंग सुंदर दिखाई दे सकती है और इसमें कुछ सांद्रण प्रतिरोधकता का प्रभाव होता है। उपयोग की आवश्यकताओं के अनुसार उपयुक्त सतह प्रसंस्करण विधि चुनें।

गुणवत्ता जाँच बोल्ट की गुणवत्ता को यकीनन रखने का महत्वपूर्ण हिस्सा है। परीक्षण आइटम में आयाम परीक्षण, दिखाई देने वाला परीक्षण, यांत्रिक गुण और अ-विनाशी परीक्षण शामिल है। आयाम परीक्षण मुख्य रूप से बोल्ट के व्यास, लंबाई और थ्रेड पैरामीटर को जाँचने पर केंद्रित है; दिखाई देने वाला परीक्षण बोल्ट की सतह पर फटलें, बरफ़ और जंग जैसी खराबी की उपस्थिति को जाँचता है; यांत्रिक गुण परीक्षण में तनाव परीक्षण, प्रहार परीक्षण और कठोरता परीक्षण शामिल है जो बोल्ट के यांत्रिक गुण का मूल्यांकन करता है; अ-विनाशी परीक्षण में अल्ट्रासाउंड, X-रे और अन्य तरीकों का उपयोग बोल्ट की आंतरिक खराबियों की जाँच के लिए किया जाता है। अनुपयुक्त उत्पादों को समय पर पहचाना, अलग करना और प्रसंस्कृत करना चाहिए।

बोल्ट के प्रदर्शन और गुणवत्ता को सुनिश्चित करने के लिए, उचित पैकेजिंग और स्टोरिंग की आवश्यकता है। बोल्ट की सतह पर मौजूद तेल और धूल को पैकेजिंग से पहले हटाया जाना चाहिए। पैकेजिंग सामग्री सूखी, साफ और निश्चित रूप से दमक-प्रतिरोधी, झटका-प्रतिरोधी और जंग-प्रतिरोधी कार्य करने वाली होनी चाहिए। पैकेजिंग विधि को ग्राहक की मांगों और परिवहन परिस्थितियों के अनुसार एकल पैकेजिंग या बैच पैकेजिंग के रूप में चुना जा सकता है। स्टोरिंग परिवेश सूखा और ठहराव युक्त होना चाहिए, सीधे सूर्य की रोशनी और उच्च तापमान और आर्द्रता की परिस्थितियों से बचना चाहिए ताकि बोल्ट को जंग और सड़ने से बचाया जा सके। स्टोरिंग परिवेश की नियमित जांच करें ताकि मान्यता के अनुसार होने का सुनिश्चित किया जा सके।

 गर्म समाचार
गर्म समाचार 






