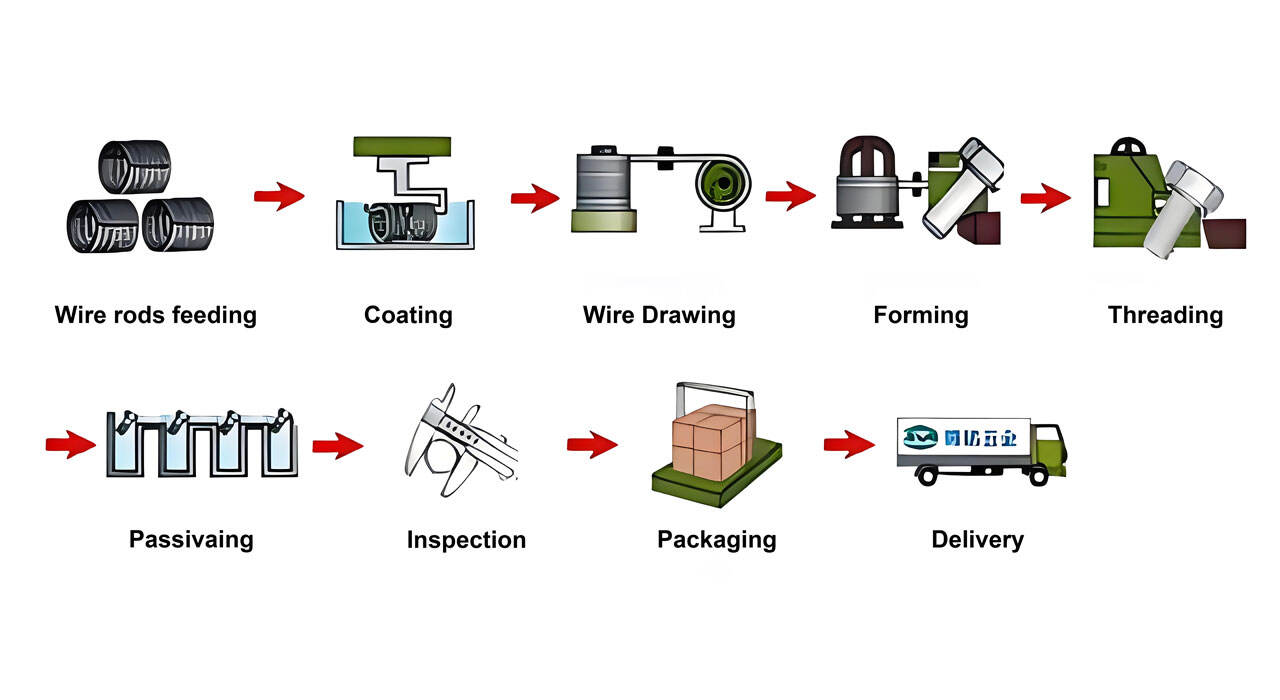
Tärkeänä kiinnitysosana pölyt ovat laajalti käytettyjä eri teollisuudenaloilla. Niiden valmistusprosessi sisältää useita vaiheita, joista jokainen vaikuttaa merkittävästi pölyn suorituskykyyn ja laatuun. Seuraava on täydellinen selitys pölyn valmistusprosessista, joka sisältää pääasiassa raaka-aineen valinnan, säikeilyn, kylmän päätteen, niitin vierityksen, lämpökuorian, pintakäsittelyn, laadun tarkastuksen, pakkaamisen ja varastoinnin jne.
Porrasten raaka-aineet ovat yleensä korkealaatuista hiilikovetta tai liitoskovetta. Erilaisten käyttövaatimusten mukaan valitaan erilaisia kovemallajeja. Korkealaatuinen hiilikova on parempaa joustavuutta, jousitusta ja leikkausominaisuuksia, kun taas liitoskova on vahvempaa ja kauemmin kestävää. Kun valitaan raaka-aineita, on varmistettava, että niiden kemiallinen koostumus, mekaaniset ominaisuudet, tuhoutumattomat testit ja muut indikaattorit täyttävät aiheeseen liittyviä standardit.

Etukäsittely on tärkeä osa porrasten tuotannossa, ja se sisältää pääasiassa materiaalin leikkaamisen, puhdistamisen ja peittämisen. Leikkaaminen tarkoittaa raaka-aineiden käsittelyä pituuteen, joka sopii kylmälle päätteelle, puhdistaminen poistaa materiaalin pinnalta saasteet ja oksidisuonit, ja peittämisen avulla voidaan parantaa materiaalin korroosiorintoutta.

Virtaus on prosessi, jossa raaka-aineen halkaisija vähennetään vähitellen joukon venymisen ja tiivistämisen kautta, saadakseen siihen vaadittuja määriä olevia jaloja tai typpiä. Tätä prosessia vaaditaan tarkkaa valvontaa venymisen voimakkuuden ja määrän osalta varmistaakseen, että jaloilla tai typpillä on vaadittu koko ja muoto.
Kylmän päänmuovaus on ydinprosessi bolttien tuotannossa. Esikäsittelyllä raaka-aine muovataan bolttien alkuvaikut kylmällä päänmuovauslaiteella. Tässä prosessissa kylmän päänmuovauslaiteen parametrit, kuten paine, lämpötila ja aika, täytyy valvoa tarkasti varmistaakseen, että bolttien koko ja muoto täyttävät vaatimukset.

Niitykäsittely on tärkeä prosessi metallin käsittelyssä ja sitä käytetään pääasiassa niittyjen käsittelyyn. Periaate on muodostaa metallilevystä niityt määrättyihin mittoihin ja muotoihin vajauttamalla se plastiikasti pyörityksen kautta. Niitypyöritysprosessi voi parantaa kiinnityselementtien, kuten paitojen ja pölynorien, yhdistysvahvuutta ja kuljetuskykyä sekä parantaa niiden käyttöelämää. Niitypyörityksen aikana on ohjattava parametreja, kuten niitypyörän pyöritysnopeus, syöttönopeus ja paine, varmistaakseen niidin laadun ja tarkkuuden.

Lämpökuivatus on tärkeä vaihe metallin sisäisen rakenteen muuttamisessa, mikä parantaa paitojen vahvuutta ja korroosionkestokykyä lämpö tai jäähdyttämällä. Lämpökuivatuksen prosessissa on tarkasteltava huolellisesti lämpötilan ja ajan säädöt varmistaakseen paitoja koskevat ominaisuudet.

Jotta voitaisiin parantaa vinojen korrosiorintamista ja estetiä, niiden pinta käsitellään yleensä. Yleisiä pintakäsittelymenetelmiä ovat tsekinen, kromaus, muovikasvattaminen ja maaliaaminen. Tsekkauksella voidaan parantaa vinojen korrosiorintamista, ja se sopii ulkoilma- ja kosteisiin ympäristöihin; kromauksella on parempi kuljetuskyky ja korrosiorintama; muovikasvatus ja maalaus antavat kauniin ulkonäön ja tarjoavat tietyssä määrin korrosiorintamaa. Valitse sopiva pintakäsittelymenetelmä käyttövaatimuksiin perustuen.

Laadontarkastus on tärkeä osa bolttien laadun varmistamisessa. Testauskohteet sisältävät mitatoimisen testauksen, ulkonäön testauksen, mekaanisen ominaisuuden testauksen ja ei-ruskeavan testauksen. Mitatoimisen tarkastus keskittyy pääasiassa siihen, täyttävätkö boldin halkaisija, pituus ja niitysparametrit vaatimukset; ulkonäön tarkastuksessa keskitytään siihen, onko boldin pinnalla vikoja, kuten rakoja, hampureita tai ruostoa; mekaanisen ominaisuuden tarkastus sisältää vetotestin, vaikutustestin ja kovuustestin boldin mekaanisten ominaisten arvioimiseksi; ei-ruskeava testaus käyttää äänivehjeitä, röntgen- ja muita menetelmiä boldin sisäisten vikojen etsimiseen. Epäsopivat tuotteet tulisi tunnistaa, erottaa ja käsitellä ajoissa.

Boltien suorituskyvyn ja laadun varmistamiseksi niiden pakkaus ja varastointi ovat välttämättömiä. Boltien pinta täytyy siivoittaa öljystä ja duskista ennen pakkausta. Pakkausmateriaalit tulee olla kuivia, puhtaita ja tarjota vähintään vedenvaarallisuutta, raivartta ja rostia estäviä ominaisuuksia. Pakkaustapaa voidaan valita joko yksittäispakkauksena tai sarjapakkauksena riippuen asiakkaan vaatimuksista ja kuljetusehdoista. Varastointiympäristön tulee olla kuiva ja hyvin ilmepyörteinen, välttämällä suoran auringonvalon, korkean lämpötilan ja kosteutta estääkseen boltien röstymisen ja korroosion. Tarkista säännöllisesti varastointiympäristöä varmistaaksesi, että se täyttää vaatimukset.

 Kuumat uutiset
Kuumat uutiset






